
对于径向磁通电机而言,常用的定子铁心加工流程如图1所示。加工时首先将非晶带材剪切为方形结构,并将其叠压为具有一定轴向长度的长方体铁心结构;然后对长方体铁心进行退火以及浸漆固化处理;最后对经过退火及浸漆固化后的铁心进行切割(常用切割方式包括线切割与激光切割),得到开槽非晶合金铁心。上述加工工艺中,由于线切割工艺极为耗时,故难以满足批量铁心生产的需要。
对于轴向磁通电机而言,常用的定子铁心加工流程如图2所示。加工时首先将非晶合金带材卷绕为环形铁心结构与浸漆固化处理,然后对环形铁心进行退火,最后通过线切割或者铣床切割的方式,得到开槽非晶合金铁心。除以上开槽方式外,还有学者提出双刀头切割后在槽底钻孔以及使用磨料水喷射加工开槽等方式,双刀头切割后钻孔工艺如图3所示。上述加工工艺可节省铁心制作时间,但在加工时会引入应力,对铁心电磁性能产生影响。
组合加工
非晶合金铁心组合加工工艺也可理解为模块化加工,其加工思路为:分别加工铁心各部件模块,并将其进行组装后得到完整铁心。
对于径向磁通电机,针对整体加工工艺耗时且难以批量生产的问题,日立研究实验室提出将定子齿、轭部通过叠加或卷绕工艺分别加工后,再利用粘贴、燕尾槽固定等进行组装的方法,组装工艺如图4所示。该加工方法较为省时,但会引入附加气隙影响电机性能,同时齿、轭部的连接存在不稳定性。针对以上问题,日本丰田技术研究所提出将非晶合金制作为 C 型或 U 型结构的铁心模块,通过环氧树脂将各模块进行粘贴得到完整铁心,以提高铁心结构稳定性,C型或 U 型结构的铁心模块如图5所示。
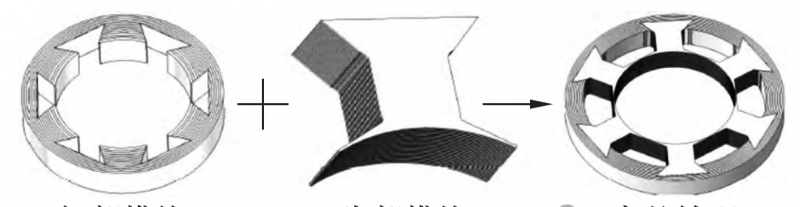

对于轴向磁通电机,同样使用将定子齿、轭部分别加工后组装的工艺,但该加工工艺也同样存在定子齿、轭部连接不稳定的问题。针对这一问题,日立研究实验室提出采用非晶合金带材卷绕制成定子铁心模块后,通过环氧树脂粘贴各模块形成铁心的加工工艺,其过程如图6所示。该工艺适用于单定子双转子的电机结构,可有效避免定子齿、轭相连接的影响。为进一步减少各铁心模块中的涡流损耗,可在每个模块侧面开出一道窄槽阻断涡流路径或通过叠压方法制作铁心模块,其结构如图7所示。

