[VIP第1年] 指数:1
[VIP第1年] 指数:1 通过认证
通过认证 


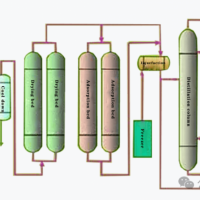
CCUS CO₂分离器是碳捕集、利用与封存(CCUS)全产业链的核心前端装备,专为火电、钢铁、水泥、化工、煤化工等高排放行业,以及天然气开采、生物质发电等场景的混合气体中 CO₂高效分离提纯设计。
产品集成化学吸收、膜分离、变压吸附(PSA)三大主流成熟技术,可将烟气、工业尾气、天然气中低浓度 CO₂快速富集为高纯度 CO₂产品气(纯度 95%-99.9%),为后续 CO₂管道运输、驱油利用(EOR)、化工合成、地质封存等环节提供稳定原料,是工业领域实现深度碳减排、完成碳达峰碳中和目标的关键核心设备。
二、核心技术原理
针对不同气源特性、CO₂浓度及应用场景,提供三大技术路线,兼顾分离效率、能耗控制与运维成本,满足多元化工业需求:
1. 化学吸收分离(烟气捕集主流)
以活化醇胺溶液(MDEA、MEA、复合胺液等)为核心吸收剂,采用 “低温吸收 + 高温解析” 工艺:
- 吸收阶段:烟气进入吸收塔,与喷淋的醇胺溶液逆向接触,CO₂发生化学反应被高效捕集;
- 解析阶段:富液进入解析塔加热再生,释放出高纯度 CO₂,贫液循环复用。适配场景:低浓度烟气(CO₂含量 10%-15%),如燃煤电厂、水泥厂尾气。
2. 膜分离技术(节能高效路线)
采用高性能 CO₂选择性复合膜,利用不同气体分子的渗透速率差异实现快速分离,无需化学试剂与高温加热,流程简洁、占地面积小。适配场景:中高浓度气源(CO₂含量 20%-50%),如天然气、合成气、煤化工尾气。
3. 变压吸附分离(PSA,灵活提纯路线)
基于专用吸附剂对 CO₂的选择性吸附特性,通过 “加压吸附 - 减压解析” 循环操作,自动化分离提纯 CO₂,无二次污染、纯度调节灵活。适配场景:中高浓度 CO₂气源,对产品气纯度要求高的场景(如食品级 CO₂、高纯封存)。
三、核心产品优势
-
分离高效,纯度稳定多技术路线协同,CO₂回收率≥90%,产品气纯度稳定维持在 95%-99.9%,完全满足运输、利用、封存全场景的纯度标准。
-
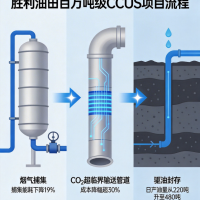
低耗节能,降本显著优化吸收剂配方与工艺参数,较传统分离设备降低能耗 15%-40%;模块化集成设计减少占地面积 30% 以上,缩短安装调试周期,综合运维成本降低 20%。
-
适配性强,定制化设计可根据气源气量、CO₂浓度、含硫含湿等工况定制方案,兼容新建项目与现有产线改造,适配复杂工业环境。
-
稳定可靠,安全环保核心部件采用耐腐蚀、耐高温特种材质,设备连续运行寿命≥10 年;吸收剂循环利用率≥99%,无二次污染物排放,配备智能安全监测系统,全程合规达标。
-
智能运维,便捷高效集成 PLC 自动化控制系统,实现一键启停、参数自动调节、故障预警;支持远程监控与数据上传,降低人工运维成本,提升设备运行稳定性。
四、核心技术参数(参考)
表格
nfig="[object Object]">
| 技术路线 | 处理气量(Nm³/h) | CO₂纯度 | CO₂回收率 | 工作能耗(GJ / 吨 CO₂) | 设备材质 |
|---|---|---|---|---|---|
| 化学吸收型 | 1000-100000 | 95%-99% | 90%-98% | 2.8-3.5 | 碳钢衬胶 / 316L 不锈钢 |
| 膜分离型 | 500-50000 | 90%-98% | 85%-95% | 1.8-2.5 | 特种膜组件 + 碳钢 |
| 变压吸附型 | 200-20000 | 95%-99.9% | 88%-96% | 2.0-3.0 | 不锈钢 / 碳钢 |
五、应用场景
- 电力行业:燃煤 / 燃气电厂烟气 CO₂捕集,助力火电行业低碳转型;
- 工业领域:钢铁、水泥、化工、煤化工尾气 CO₂分离,实现工业深度减排;
- 能源领域:天然气、页岩气、沼气中 CO₂脱除,提升燃气纯度与利用价值;
- CCUS 全链条:为 CO₂驱油(EOR)、化工原料合成、食品级 CO₂制备、地质封存提供核心原料;
- 新兴场景:生物质发电、垃圾焚烧发电烟气 CO₂捕集,拓展负排放技术应用。
六、产品价值
- 环保价值:单台设备年可捕集 CO₂数千至数十万吨,助力企业快速完成碳减排指标,降低碳交易成本;
- 经济价值:分离后的高纯度 CO₂可实现资源化利用,创造额外收益,推动 “碳减排” 向 “碳增值” 转化;
- 产业价值:推动 CCUS 技术规模化、商业化应用,完善低碳产业链,助力国家 “双碳” 战略落地。